
%20-%20Copy.jpg)


.JPG)

%20-%20Copy%20-%20Copy.jpg)



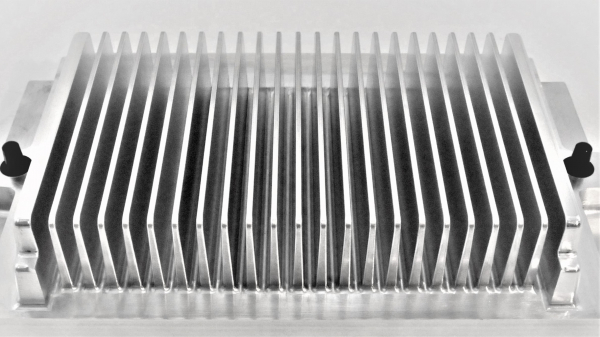
Production Casting Tooling
We design / engineer innovative precision sand casting tooling and permanent mold tooling in CAD working with customer / Pentz approved CAD engineering part models.
Pentz engineers and builds precision CNC machined sandcasting tooling for our automated sand cast aluminum production and customer foundries pouring gray iron, ductal iron, and bronze alloys. We build sand casting tooling for any equipment including Sinto, Disamatic, Beardsley Piper, machine molding, floor molding, dry sand / air-set mold boxes.
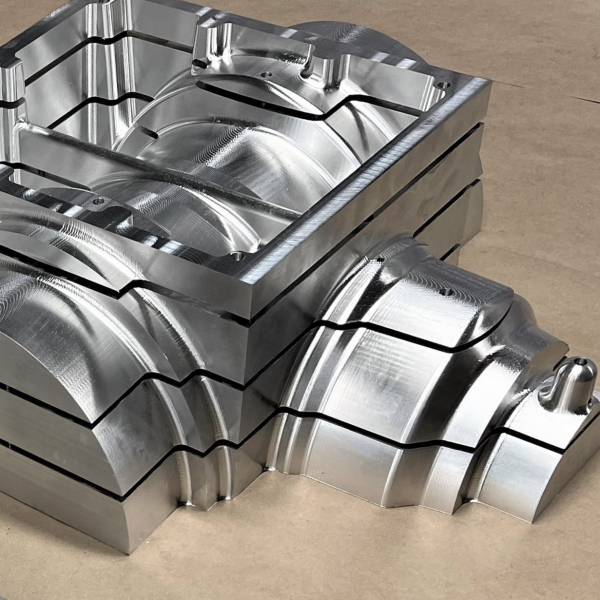
Highly engineered hybrid solutions to casting tooling to create intricate complex geometry in large proto and production castings.
In house designing engineering CNC machined tooling and CNC machining of castings benefits customers by getting it done fast, right, and more efficiently.
Casting tooling mediums include CNC machined aluminum billet, plastic, hardwood, and rapid prototype materials allow for quick tooling revisions. Link to prototypes
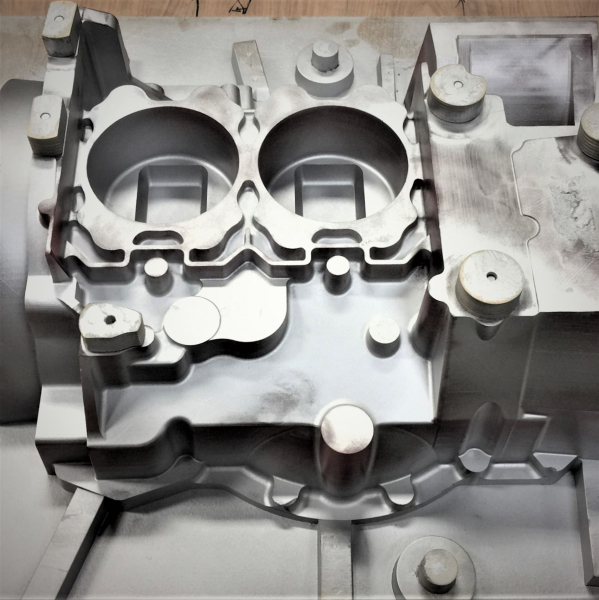
The first article cast parts made from new casting tooling are immediately reviewed in inspection and then returned to the CNC machine shop to complete the casting machining tooling process to quickly build CNC machined castings while the foundry begins building approved production castings.
We have 9 CNC machining centers for building casting tooling and castings 7 vertical 4th & 5th axis, 2 horizontals, and HAAS GR 712 is 7’ x 12’ x 24” in z travels.
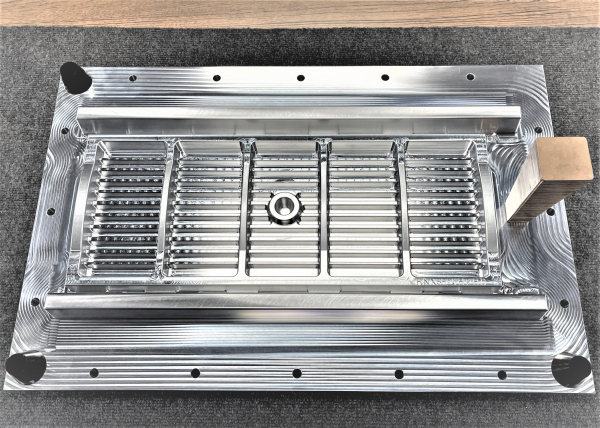
Tooling is CNC machined in aluminum, plastic, hardwood, and iron core boxes.
Core boxes built in CNC machined aluminum or iron for automated high production runs.
Pentz builds casting tooling for partner foundries to build castings in gray iron, malleable iron, bronze, and aluminum.
We are always considering tooling design while collaborating with customers developing cast solutions to build parts efficiently to lower part cost.
Casting Tooling phases / process
Customer / Pentz approved casting design.
Engineer / design casting tooling in CAD.
Build casting tooling and inspect.
Tooling revisions, if any, are made quickly.
Create first article casting process plan.
Build first article castings.
Inspect first article castings X-Ray as needed.
Make any necessary tooling changes and or process plan adjustments.
Set foundry control in process plan.
Accept casting process and begin building approved production castings.
Start CNC machining castings to finish and prove out machining tooling.
Highly engineered hybrid solutions to casting tooling to create intricate complex geometry in large proto and or production castings is what we do every day. Link to Engineering.
Our precision sand casting tooling is typically CNC machined aluminum, plastic, wood, or a hybrid of materials built with customer / Pentz approved CAD models. Quick tooling revisions enable continuous improvements.
Coring can be accomplished with aluminum shell core box tooling, dry sand core boxes or 3D printed sand cores depending on several factors like geometry, size and quantity. Link to core making.
Tooling cost is relatively low and is dependent on part geometry, complexity, size, tooling medium, and if cores are required.
Tooling life is dependent on medium, aluminum and plastic being long -lived and wood may require periodic tool maintenance. Link to Casting Tooling.
Contact Us
Our engineers have experience creating mission-critical components for virtually any industry, and we thrive on challenging projects and love to explore innovative cast solutions in collaboration with our customers to push beyond boundaries. We can create small castings, large castings, prototypes, 3D printed molds and additional components from most machinable materials.
Contact Us and we can discuss your next project or Request for Quote on our casting services online.